|
|
| (40 intermediate revisions by one other user not shown) |
| Line 1: |
Line 1: |
| − | __NOTOC__
| + | {{Migrated|slice-settings/index}} |
| | | | |
| − | :Slice Settings''' is located in [[Advanced Controls]] to the right of the 'Controls' tab. | + | __NOTOC__{{SCO}} |
| | + | <br> |
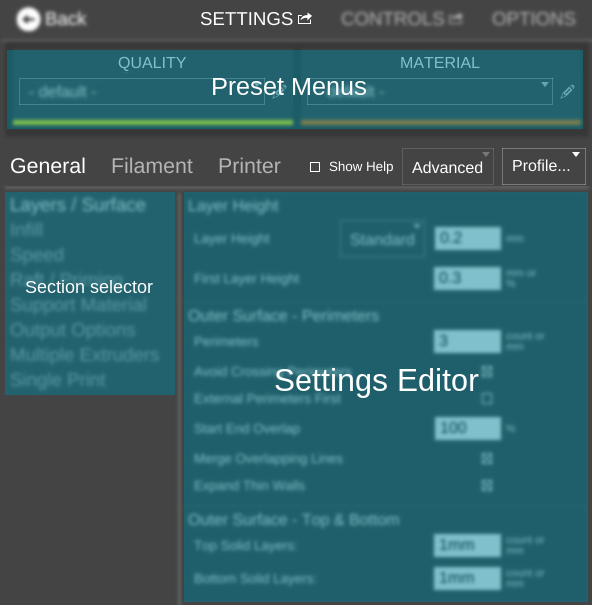
| | + | [[File:Slice Settings-ss.png|right|link=SETTINGS]]Welcome to the Slice Settings main page! Below you will find links to the categories, sub-categories, and sections of settings for [[MatterSlice]], as well as information about the menus and options available. |
| | | | |
| − | [[File:Slicesettings.jpg|center]] | + | To access the Slice Settings menu from the MatterControl main screen, click [[File:Settings Controls.png|link=Settings & Controls]] --> [[File:Settings.png|link=SETTINGS]] |
| | | | |
| − | == [[CuraEngine]] Slice Settings ==
| + | The pane can be [[Pop out|popped out]] into its own window. [[File:Pop out.png|link=Pop out]] |
| − | The slice settings in MatterControl are divided by three categories:
| + | |
| | | | |
| − | * Print:
| |
| − | This is where the settings concerning the actual printed part are located. Things like, layer height, support material, and infill.
| |
| − |
| |
| − | * Filament:
| |
| − | This is where the settings concerning the filament are located. Things like temperature control and cooling.
| |
| | | | |
| − | * Printer:
| + | {| style="width: 50%;" |
| − | This is where settings concerning the actual hardware are located. Things like bed size, nozzle diameter, and custom Gcode.
| + | |- |
| | + | ! <h2 style="text-align:left;">[[SETTINGS/General|General]]</h2> !! <h2 style="text-align:left;">[[SETTINGS/Filament|Filament]]</h2> !! <h2 style="text-align:left;">[[SETTINGS/Printer|Printer]]</h2> |
| | + | |- |
| | + | | style="width: 33%" | <big>'''[[SETTINGS/General/Layers-Surface|Layers / Surface]]'''</big> |
| | + | || <big>'''[[SETTINGS/Filament/Material|Material]]'''</big> || <big>'''[[SETTINGS/Printer/Connection|Connection]]'''</big> |
| | + | |- |
| | + | | <big>'''[[SETTINGS/General/Infill|Infill]]'''</big> || <big>'''[[SETTINGS/Filament/Temperatures|Temperatures]]'''</big> || <big>'''[[SETTINGS/Printer/Print Area|Print Area]]'''</big> |
| | + | |- |
| | + | | <big>'''[[SETTINGS/General/Speed|Speed]]'''</big> || <big>'''[[SETTINGS/Filament/Retraction|Retraction]]'''</big> || <big>'''[[SETTINGS/Printer/Features|Features]]'''</big> |
| | + | |- |
| | + | | <big>'''[[SETTINGS/General/Raft-Priming|Raft / Priming]]'''</big> || <big>'''[[SETTINGS/Filament/Extrusion|Extrusion]]'''</big> || <big>'''[[SETTINGS/Printer/Print Leveling|Print Leveling]]'''</big> |
| | + | |- |
| | + | | <big>'''[[SETTINGS/General/Support Material|Support Material]]'''</big> || <big>'''[[SETTINGS/Filament/Cooling|Cooling]]'''</big> || <big>'''[[SETTINGS/Printer/Print Recovery|Print Recovery]]'''</big> |
| | + | |- |
| | + | | <big>'''[[SETTINGS/General/Output Options|Output Options]]'''</big> || || <big>'''[[SETTINGS/Printer/Custom G-Code|Custom G-Code]]'''</big> |
| | + | |- |
| | + | | <big>'''[[SETTINGS/General/Multiple Extruders|Multiple Extruders]]'''</big> || || <big>'''[[SETTINGS/Printer/Extruder|Extruder]]'''</big> |
| | + | |- |
| | + | | <big>'''[[SETTINGS/General/Single Print|Single Print]]'''</big> || || |
| | + | |} |
| | + | <br clear=all> |
| | | | |
| − | We'll be breaking them down by sub-category, in order, assuming that "Show All Settings" is checked.
| + | == Sync Behavior == |
| | | | |
| − | If a setting isn't visible, make sure "Show All Settings" is checked.
| + | Starting in version 1.6, settings are automatically synced between instances of MatterControl which are signed in to the same [[MatterHackers.com account]]. Updating a setting in one instance will automatically change the setting in all other instances. |
| | | | |
| − | === Layers/Perimeters === | + | == Overlays == |
| | | | |
| − | ==== '''''Layer Height''''' ====
| + | Settings are highlighted for a couple of reasons: |
| | | | |
| − | :'''Layer Height:''' This determines the quality of the print in its entirety. The thinner the layer, the higher the resolution. This also is the biggest factor when determining print time.
| + | === Presets === |
| | | | |
| − | :'''First Layer Height:''' This determines the height of your first layer, which is useful in making sure your print has a good starting point. Remember, the vast majority of prints will fail within the first layer. | + | [[File:Preset Highlights.png|right|framed|<center>Both a quality and material preset are applied.</center>]]When a preset is enabled, the affected settings are highlighted in the color associated with the type of preset. See the [[#Preset Menus|Preset Menus]] section below for more information. |
| | + | <br clear=all> |
| | + | === Change from default === |
| | | | |
| − | ==== '''''Vertical Shells''''' ====
| + | [[File:Setting changed.gif|right|framed|<center>Changing a setting from the default will highlight it in blue.</center>]]Whenever a setting is manually changed from the profile default, a blue highlight appears over the setting and an 'X' icon appears to the right. Clicking the X will restore the default value. |
| | + | <br clear=all> |
| | | | |
| − | :'''Perimeters (minimum):''' This determines how many vertical layers you have on your print. i.e. how thick your walls will be.
| + | == Preset Menus == |
| | | | |
| − | :'''Spiral Vase:''' Force the print to have only one vertical layer and gradually increase the extruder height during the print. Only one part can be printed at a time with this feature. | + | [[File:Preset Menus.png|right|framed|<center>The SETTINGS '''Preset Menus''', shown here with the default (no) presets selected.</center>]]These menus allow the user to save one or more settings as a preset list under one name instead of changing every setting for a particular material or desired quality individually. |
| | | | |
| − | ==== '''''Horizontal Shells''''' ====
| + | Both menus essentially do the same thing; the difference is that the QUALITY menu is meant to hold presets of settings unique to different desired qualities and the MATERIAL menu is meant to hold presets of settings unique to different filaments. If a selected preset in both menus each contain the same setting, the setting specified in the MATERIAL preset menu trumps the one in the QUALITY menu. |
| | | | |
| − | :'''Number of Solid Layers on the Top:''' This determines how many of the top layers will be solid. This is useful when the [[infill]] is lower.
| + | === Pre-configured Presets === |
| | | | |
| − | :'''Number of Solid Layers on the Bottom:''' This determines how many solid layers will be printed before the printer begins to use [[infill]].
| + | Many printer profiles come pre-configured with presets for common filaments and quality settings. The availability of these presets varies widely depending on the printer manufacturers and MatterHackers' internal test and support department. |
| | + | <br clear=all> |
| | | | |
| − | === Infill === | + | == Show Help == |
| | | | |
| − | ==== '''''Infill''''' ====
| + | [[File:Show Help-ss.png|framed|right|<center>'''Show Help''' enabled.</center>]]When checked, an explanation for each function will be revealed underneath its name. |
| | | | |
| − | :'''Fill Density:''' This determines the density of your infill within the print. This affects print time, total weight, and filament used.
| + | <br clear=all> |
| | | | |
| − | === Speed === | + | == Settings Level Menu == |
| | + | [[File:Settings Level Menu.png|framed|right|<center>The '''Settings Level''' Menu</center>]]This menu allows the user to choose between three levels of settings complexity: |
| | | | |
| − | ==== '''''Speed for Print Moves''''' ====
| + | <br> |
| | | | |
| − | :'''Perimeters:''' This determines how fast your printer will travel when extruding perimeters. | + | {| |
| | + | |- style="vertical-align:top;" |
| | + | | '''Basic:''' || || The minimal settings group for beginners or those who want to print quickly. |
| | + | More info: [https://www.matterhackers.com/articles/slice-settings-explained-part-1 SLICE SETTINGS EXPLAINED - PART 1] |
| | + | |- style="vertical-align:top;" |
| | + | | '''Standard:''' || || A few more settings than the Basic level, but not the complete list. |
| | + | More info: [https://www.matterhackers.com/articles/slice-settings-explained-part-2 SLICE SETTINGS EXPLAINED - PART 2] |
| | + | |- style="vertical-align:top;" |
| | + | | '''Advanced:''' || || All MatterSlice slice settings displayed. |
| | + | More info: [https://www.matterhackers.com/articles/slice-settings-explained---part-3 SLICE SETTINGS EXPLAINED - PART 3] |
| | + | |} |
| | | | |
| − | :'''Infill:''' This determines how fast your printer will travel when extruding infill.
| + | <br clear=all> |
| | | | |
| − | ==== '''''Speed for non Print Moves''''' ==== | + | == Options... Menu == |
| | | | |
| − | :'''Travel:''' How fast your printer will move when it is '''not''' otherwise extruding. | + | [[File:Options... Menu.png|framed|right|<center>The '''Options...''' Menu</center>]]The '''Options...''' menu has five functions: [[#Show Help|Show Help]], Import, Export, Restore Settings, and Reset to defaults. |
| | | | |
| − | ==== '''''Modifiers''''' ====
| + | *'''Import''' allows the user to load a slice settings file (.slice, .ini, .printer) into MatterControl. Any existing values will be replaced by those in the file. |
| − | | + | *'''Export''' allows the user to save all current slice settings values to file. |
| − | :'''First Layer Speed:''' This determines how fast the printer will extrude during the first layer. This is typically a percentage of the previous settings, as extruding the first layer more slowly helps the print get started.
| + | *'''Restore Settings''' opens the 'Restore Settings' window, allowing the user to select from the last ten automatically-saved configurations and restore one. |
| − | | + | *'''Reset to defaults''' resets all settings back to their default values taken from the printer profile. |
| − | === Skirt and Brim ===
| + | <br clear=all> |
| − | | + | |
| − | ==== '''''Skirt''''' ====
| + | |
| − | | + | |
| − | :'''Loops:''' This value determines how many loops around the print will be extruded at the start.
| + | |
| − | | + | |
| − | :'''Distance from Object:''' How far from the print the loops will be extruded.
| + | |
| − | | + | |
| − | :'''Minimum Extrusion Length:''' Sets the minimum amount of filament to use when drawing the skirt loops. This will cause enough skirt loops to be drawn to use this amount of filament.
| + | |
| − | | + | |
| − | === Support Material ===
| + | |
| − | | + | |
| − | ==== '''''Support Material''''' ====
| + | |
| − | | + | |
| − | :'''Generate Support Material:''' Checking the box enables the printing of support material with whatever settings you have enabled.
| + | |
| − | | + | |
| − | :'''Overhang Threshold:''' This determines the angle at which your print will have support material generated.
| + | |
| − | | + | |
| − | ==== '''''Options''''' ====
| + | |
| − | | + | |
| − | :'''Pattern Spacing:''' This determines the density of your support material. Essentially the infill for it.
| + | |
| − | | + | |
| − | :'''X and Y Distance:''' How far the infill will rest away from your print on the X and Y axis. The farther away it is, the easier it is to disconnect.
| + | |
| − | | + | |
| − | :'''Z Distance:''' How far the infill will rest away from your print on the Z axis. The farther away it is, the easier it is to disconnect.
| + | |
| − | | + | |
| − | | + | |
| − | === Filament ===
| + | |
| − | | + | |
| − | ==== '''''Filament''''' ====
| + | |
| − | | + | |
| − | :'''Diameter:''' Here you would enter the diameter of your filament. This setting is usually already entered when you first connect to a printer, giving it the default settings from the manufacturer.
| + | |
| − | | + | |
| − | ==== '''''Temperature''''' ====
| + | |
| − | | + | |
| − | :'''Extruder Other Layers:''' This determines the extruder temperature for the duration of the print.
| + | |
| − | | + | |
| − | :'''Bed Other Layers:''' For printers with heat controlled beds, this determines the bed temperature for the duration of the print.
| + | |
| − | | + | |
| − | | + | |
| − | === Cooling ===
| + | |
| − | | + | |
| − | ==== '''''Fan Speed''''' ====
| + | |
| − | | + | |
| − | :'''Min Fan Speed:''' This value determines the slowest speed that your fan is allowed to go, by percentage.
| + | |
| − | | + | |
| − | :'''Max Fan Speed:''' This value determines the fastest speed that your fan is allowed to go, by percentage.
| + | |
| − | | + | |
| − | :'''Disable Fan For The First:''' This determines how many layers should go by without the fan being enabled.
| + | |
| − | | + | |
| − | ==== '''''Cooling Thresholds''''' ====
| + | |
| − | | + | |
| − | :'''Slow Down If Layer Print Time Is Below:''' This value determines the minimum amount of time a layer is allowed to take, in seconds. If the layer finishes before the allotted time, the extruder will move away and stop until it is allowed to resume.
| + | |
| − | | + | |
| − | === General ===
| + | |
| − | | + | |
| − | ==== '''''Size and Coordinates''''' ====
| + | |
| − | | + | |
| − | :'''Bed Size:''' These values determine how long your bed is along each axis, by millimeters.
| + | |
| − | | + | |
| − | :'''Print Center:''' These values determine where the center of your bed lies.
| + | |
| − | | + | |
| − | :'''Build Height:''' How high your bed can lower or raise, along the Z axis.
| + | |
| − | | + | |
| − | :'''Bed Shape:''' This determines the shape of your bed, either rectangular or circular.
| + | |
| − | | + | |
| − | === Custom G-Code ===
| + | |
| − | | + | |
| − | :'''Start G-Code:''' This is the place where you can input custom G-code, and whatever is input here will go into effect as soon as you start a print.
| + | |
| − | | + | |
| − | :'''End G-Code:''' This is the place where you can input custom G-code, and whatever is input here will go into effect as soon as a print finishes.
| + | |
| − | | + | |
| − | === Extruder 1 ===
| + | |
| − | | + | |
| − | ==== '''''Size''''' ====
| + | |
| − | | + | |
| − | :'''Nozzle Diameter:''' This is where you input the diameter of the nozzle, in millimeters.
| + | |
| − | | + | |
| − | ==== '''''Retraction''''' ====
| + | |
| − | | + | |
| − | :'''Length:''' This value determines how far your filament will be retracted with each qualifying non-printing move, in millimeters.
| + | |
| − | | + | |
| − | :'''Speed:''' This Value determines how fast your filament will be retracted, and re-extruded, in millimeters.
| + | |
| − | | + | |
| − | :'''Minimum Travel After Retraction:''' This value determines the minimum distance of a non-printing move that will result in a retraction.
| + | |
| − | | + | |
| − | == [[Slic3r]] Slice Settings ==
| + | |
| − | | + | |
| − | === Layers/Perimeters ===
| + | |
| − | | + | |
| − | ==== '''''Layer Height''''' ====
| + | |
| − | | + | |
| − | :'''Layer Height:''' This determines the quality of the print in its entirety. The thinner the layer, the higher the resolution. This also is the biggest factor when determining print time.
| + | |
| − | | + | |
| − | :'''First Layer Height:''' This determines the height of your first layer, which is useful in making sure your print has a good starting point. Remember, the vast majority of prints will fail within the first layer.
| + | |
| − | | + | |
| − | ==== '''''Vertical Shells''''' ====
| + | |
| − | | + | |
| − | :'''Perimeters (minimum):''' This determines how many vertical layers you have on your print. i.e. how thick your walls will be.
| + | |
| − | | + | |
| − | :'''Spiral Vase:''' Force the print to have only one vertical layer and gradually increase the extruder height during the print. Only one part can be printed at a time with this feature.
| + | |
| − | | + | |
| − | ==== '''''Horizontal Shells''''' ====
| + | |
| − | | + | |
| − | :'''Number of Solid Layers on the Top:''' This determines how many of the top layers will be solid. This is useful when the [[infill]] is lower.
| + | |
| − | | + | |
| − | :'''Number of Solid Layers on the Bottom:''' This determines how many solid layers will be printed before the printer begins to use [[infill]].
| + | |
| − | | + | |
| − | ==== '''''Quality (slower slicing)''''' ====
| + | |
| − | | + | |
| − | :'''Generate Extra Perimeters When Needed: Allow slic3r to generate extra perimeters when needed for sloping walls.
| + | |
| − | | + | |
| − | :'''Avoid Crossing Perimeters:''' Attempts to minimize the number of perimeters crossing. This can help with oozing or strings.
| + | |
| − | | + | |
| − | :'''Start At Concave Point:''' Make sure the first point on a perimeter is a concave point.
| + | |
| − | | + | |
| − | :'''Start At Non Overhang:''' Make sure the first point on a perimeter is not an overhang.
| + | |
| − | | + | |
| − | :'''Thin Walls:''' Detect when walls are too close together and need to be extruded as just one wall.
| + | |
| − | | + | |
| − | ==== '''''Advanced''''' ====
| + | |
| − | | + | |
| − | :'''Randomize Starting Points:''' Start each new layer from a different vertex to reduce seams.
| + | |
| − | | + | |
| − | :'''External Perimeters First:''' Normally external perimeters are printed last, this makes them go first.
| + | |
| − | | + | |
| − | === Infill ===
| + | |
| − | | + | |
| − | ==== '''''Infill''''' ====
| + | |
| − | | + | |
| − | :'''Fill Density: ''' The ratio of material to empty space ranged 0 to 1. 0 would be no infill, 1 is solid infill
| + | |
| − | | + | |
| − | :'''Fill pattern:''' The pattern used on the inside portions of the print.
| + | |
| − | | + | |
| − | :'''Top/Bottom Fill Pattern:''' The pattern used on the bottom and top layers of the print.
| + | |
| − | | + | |
| − | ==== '''''Advanced''''' ====
| + | |
| − | | + | |
| − | :'''Infill Every: ''' Sets which layers will receive infill. This should normally stay set to 1 to make strong parts.
| + | |
| − | | + | |
| − | :'''Only Infill Where Needed:''' Creates infill only where it will be used as internal support.
| + | |
| − | | + | |
| − | :'''Solid Infill Every:''' Sets how often a layer will be forced to be solid infilled. Zero will result in normal infill throughout.
| + | |
| − | | + | |
| − | :'''Fill Angle:''' Sets the starting angle of the infill.Not used when bridging.
| + | |
| − | | + | |
| − | :'''Solid Infill threshold Area:''' Forces solid infill for any area less than this amount.
| + | |
| − | | + | |
| − | :'''Only Retract When Crossing Perimeters:''' Prevents retraction while within a printing perimeter.
| + | |
| − | | + | |
| − | :'''Do Infill Before Perimeters:''' Sets infill to happen before perimeters are created.
| + | |
| − | | + | |
| − | === Speed ===
| + | |
| − | | + | |
| − | ==== '''''Speed for Print Moves''''' ====
| + | |
| − | | + | |
| − | :'''Perimeters: ''' Sets the default movement speed while printing perimeters.
| + | |
| − | | + | |
| − | :'''Small Perimeters:''' Used for small perimeters (usually holes). This can be set explicitly or as a percentage of the perimeters’ speed.
| + | |
| − | | + | |
| − | :'''External Perimeters:''' The speed to print the visible outside edges. This can be set explicitly or as a percentage of the percentage of the perimeters’ speed.
| + | |
| − | | + | |
| − | :'''Infill:''' The speed to print infill.
| + | |
| − | | + | |
| − | :'''Solid Infill:''' The speed to print infill when completely solid. This can be set explicitly or as a percentage of the infill speed.
| + | |
| − | | + | |
| − | :'''Top Solid Infill:''' The speed to print the top infill. This can be set explicitly or as a percentage of the infill speed.
| + | |
| − | | + | |
| − | :'''Support Material:''' The speed to print support material structures.
| + | |
| − | | + | |
| − | :'''Bridges:''' The speed to move when bridging between walls.
| + | |
| − | | + | |
| − | :'''Gap Fill:''' Speed to fill small gaps Keep low to avoid vibration. Set to 0 to skip filling small gaps.
| + | |
| − | | + | |
| − | ==== '''''Speed for non Print Moves''''' ====
| + | |
| − | | + | |
| − | :'''Travel:''' Speed to move when not extruding material.
| + | |
| − | | + | |
| − | ==== '''''Modifiers''''' ====
| + | |
| − | | + | |
| − | :'''First Layer Speed''' The speed to move while printing the first layer. If expressed as a percentage it will modify the corresponding speed set above.
| + | |
| − | | + | |
| − | ==== '''''Acceleration Control''''' ====
| + | |
| − | | + | |
| − | :'''Perimeters:''' Acceleration to use on perimeters Set to 0 to disable changing the printer’s acceleration.
| + | |
| − | | + | |
| − | :'''Infill: ''' Acceleration to use while infilling. Set to 0 to disable changing the printer’s acceleration.
| + | |
| − | | + | |
| − | :'''First Layer:''' Acceleration to use while printing the first layer. Set to 0 to the default first layer acceleration.
| + | |
| − | | + | |
| − | :'''Default: ''' Acceleration to use on all moves not defined above. Set to 0 to disable changing the printer’s acceleration.
| + | |
| − | | + | |
| − | === Skirt and Brim ===
| + | |
| − | | + | |
| − | ==== '''''Skirt''''' ====
| + | |
| − | | + | |
| − | :'''Loops: ''' The number of loops to draw around all the parts on the bed.
| + | |
| − | | + | |
| − | :'''Distance from Object:''' The distance to start drawing the first skirt loop.
| + | |
| − | | + | |
| − | :'''Skirt Height:''' The number of layers to draw the skirt.
| + | |
| − | | + | |
| − | :'''Minimum Extrusion Length:''' Sets the minimum amount of filament to use drawing the skirt loops. This will cause at least enough skirt loops to be drawn to use this amount of filament.
| + | |
| − | | + | |
| − | ==== '''''Brim''''' ====
| + | |
| − | | + | |
| − | :'''Brim width:''' The amount of brim that will be drawn around each object. this is useful to ensure that parts stay affixed to the bed.
| + | |
| − | | + | |
| − | === Support Material ===
| + | |
| − | | + | |
| − | ==== '''''Support Material''''' ====
| + | |
| − | | + | |
| − | :'''Generate Support Material:''' This turns on and off the generation of support material.
| + | |
| − | | + | |
| − | :'''Overhang Threshold:''' The last angle at which support material will be generated. Larger numbers will result in more support. Set to 0 to enable automatic settings.
| + | |
| − | | + | |
| − | :'''Enforce Support For First:''' Generate support material everywhere not touching the bad for n layers, regardless of angle.
| + | |
| − | | + | |
| − | ==== '''''Raft''''' ====
| + | |
| − | | + | |
| − | :'''Raft Layers:''' Number of layers to print before printing any parts.
| + | |
| − | | + | |
| − | ==== '''''Options''''' ====
| + | |
| − | | + | |
| − | :'''Pattern:''' The pattern used while generating support material.
| + | |
| − | | + | |
| − | :'''Pattern Spacing:''' The space between the lines of the support material.
| + | |
| − | | + | |
| − | :'''Pattern Angle:''' The starting angle of the supports.
| + | |
| − | | + | |
| − | :'''Interface Layers:''' The number of layers to print between the supports and the part.
| + | |
| − | | + | |
| − | :'''Interface Pattern Spacing:''' The space between lines of the interface layers (0 is solid).
| + | |
| − | | + | |
| − | :'''X and Y Distance:''' The distance the support material will be from the object in the x and y direction.
| + | |
| − | | + | |
| − | :'''Z Distance: ''' The distance the support material will be from the object in the z direction.
| + | |
| − | | + | |
| − | === Notes ===
| + | |
| − | | + | |
| − | :'''Notes:''' This is a place to input notes that will be added as comments in the header of the output gcode.
| + | |
| − | | + | |
| − | === Output Options ===
| + | |
| − | | + | |
| − | ==== '''''Sequential Printing''''' ====
| + | |
| − | | + | |
| − | :'''Complete Individual Objects:''' Each individual part is printed to completion then the extruder is lowered back to the bed and the next part is printing.
| + | |
| − | | + | |
| − | :'''Extruder Clearance Radius:''' This is used to figure out how far apart individual parts must be printed to allow them to be completed before printing the next part.
| + | |
| − | | + | |
| − | ==== '''''Output File''''' ====
| + | |
| − | | + | |
| − | :'''Verbose G-Code:''' Include detailed comments in the gcode.
| + | |
| − | | + | |
| − | :'''Output File Name Format:''' Sets the way that slicer creates file names (this is not used by MatterControl).
| + | |
| − | | + | |
| − | ==== '''''Post-Processing Scripts''''' ====
| + | |
| − | | + | |
| − | You can include additional programs to process the gcode after slicer is finished. The complete path of the program to run should be included here.
| + | |
| − | | + | |
| − | === Multiple Extruders''''' ====
| + | |
| − | | + | |
| − | ==== '''''Extruders''''' ====
| + | |
| − | | + | |
| − | :'''Perimeter Extruder:''' The index of the extruder to use for perimeters.
| + | |
| − | :'''Infill Extruder:''' The index of the extruder to use for infill.
| + | |
| − | | + | |
| − | :'''Support Material Extruder:''' The index of the extruder to use for support material.
| + | |
| − | | + | |
| − | :'''Support Interface Extruder:''' The index of the extruder to use for support material interface layers.
| + | |
| − | | + | |
| − | ==== '''''Ooze Prevention''''' ====
| + | |
| − | | + | |
| − | :'''Enable: ''' This will lower the temperature of the non-printing extruder to help prevent oozing.
| + | |
| − | | + | |
| − | :'''Temp Lower Amount:''' This is the amount to lower the temperature of an extruder that is not currently printing.
| + | |
| − | | + | |
| − | === Advanced ===
| + | |
| − | | + | |
| − | ==== '''''Extrusion Width''''' ====
| + | |
| − | | + | |
| − | :'''Default Extrusion Width:''' Leave this as 0 to allow automatic calculation of extrusion width.
| + | |
| − | | + | |
| − | :'''First Layer:''' Setting this to greater than 100% can often help the first layer have better adhesion to the print bed.
| + | |
| − | | + | |
| − | :'''Perimeters:''' Leave this as 0 to allow automatic calculation of extrusion width.
| + | |
| − | | + | |
| − | :'''Infill:''' Leave this as 0 to allow automatic calculation of extrusion width.
| + | |
| − | | + | |
| − | :'''Solid Infill:''' Leave this as 0 as to allow automatic calculation of extrusion width.
| + | |
| − | | + | |
| − | :'''Support Material:''' Leave this as 0 as to allow automatic calculation of extrusion width.
| + | |
| − | | + | |
| − | ==== '''''Flow''''' ====
| + | |
| − | | + | |
| − | :'''Bridge Flow Ratio:''' This controls the ratio of material extruder during bridging. Reducing this slightly can help bridging by stretching the filament more. Using a fan can also help greatly.
| + | |
| − | | + | |
| − | ==== '''''Other''''' ====
| + | |
| − | | + | |
| − | :'''Threads:''' The number of CPU cores to use while doing slicing. Increasing this can slow down your machine.
| + | |
| − | | + | |
| − | :'''Resolution:''' The minimum feature size to consider from the model. Leave at 0 to use all the model detail.
| + | |
| − | | + | |
| − | :'''Extrusion Axis:''' This is the identifier used in the gcode to specify the extruder.
| + | |
| − | | + | |
| − | :'''Optimize Overhangs:''' Experimental feature that attempts to improve overhangs using the fan and bridge settings.
| + | |
| − | | + | |
| − | | + | |
| − | === Filament ===
| + | |
| − | | + | |
| − | ==== '''''Filament''''' ====
| + | |
| − | | + | |
| − | :'''Diameter:''' This should be set to the actual diameter of the filament you are using on your printer. Measure 5 times with calipers, throw out the top and bottom, and average the remaining 3.
| + | |
| − | | + | |
| − | :'''Extrusion Multiplier:''' All extrusions are multiplied by this value. Increasing it above 1 (1.1 is a good max value) will increase the amount of filament being extruded; decreasing it (.9 is a good min value) will decrease the amount being extruded.
| + | |
| − | | + | |
| − | ==== '''''Temperature (°C)''''' ====
| + | |
| − | | + | |
| − | :'''Extrude First Layer:''' The temperature to set the extruder to before printing the first layer of a part. This printer will wait until this temperature has been reached before printing.
| + | |
| − | | + | |
| − | :'''Extruder Other Layers''' The temperature to set the extruder to after the first layer has been printed.
| + | |
| − | | + | |
| − | :'''Bed First Layer:''' The temperature to set the bed to before printing the first layer. The printer will wait until this temperature has been reached before printing. Set to 0 to eliminate bed temperature commands.
| + | |
| − | | + | |
| − | :'''Bed Other Layers:''' The temperature to set the bed to after the first layer has been printed. Set to 0 to eliminate bed temperature commands.
| + | |
| − | | + | |
| − | === Cooling ===
| + | |
| − | | + | |
| − | ==== '''''Enable''''' ====
| + | |
| − | | + | |
| − | :'''Keep Fan Always On:''' This will force the fan to remain on throughout the print. In general you should have this off and just enable auto cooling.
| + | |
| − | | + | |
| − | :'''Enable Auto Cooling:''' Turns on and off all cooling settings (all settings below this one).
| + | |
| − | | + | |
| − | ==== '''''Fan Speed''''' ====
| + | |
| − | | + | |
| − | :'''Min Fan Speed:''' This is the minimum fan speed that your fan can run at.
| + | |
| − | | + | |
| − | :'''Max Fan Speed:''' This is the maximum speed that your fan can run at.
| + | |
| − | | + | |
| − | :'''Bridging Fan Speed:''' The fan speed to use during bridging.
| + | |
| − | | + | |
| − | :'''Disable Fan For The First:''' The number of layers for which the fan will be forced to remain off.
| + | |
| − | | + | |
| − | ==== '''''Cooling Thresholds''''' ====
| + | |
| − | | + | |
| − | :'''Enable Fan If Layer Print Time Is Below:''' If a layer is estimated to take less than this print, the fan will be turned on.
| + | |
| − | | + | |
| − | :'''Slow Down If Layer Print Time Is Below''' If a layer is estimated to take less than this to print, the movement speed will be reduced to try and make the layer take this long to print.
| + | |
| − | | + | |
| − | :'''Min Print Speed:''' This is the minimum speed that the printer will reduce to, to make the layer tak long enough to satisfy the min layer time.
| + | |
| − | | + | |
| − | === General === | + | |
| − | | + | |
| − | ==== '''''Size and Coordinates''''' ====
| + | |
| − | | + | |
| − | :'''Bed Size:''' The size of the print bed.
| + | |
| − | | + | |
| − | :'''Print Center:''' The position (coordinates) of the center of the print bed.
| + | |
| − | | + | |
| − | :'''Build Height:''' The height of the printable area. If set to 0 the parts height will not be validated.
| + | |
| − | | + | |
| − | :'''Z Offset:''' This value will be added to all of the z positions of the created gcode.
| + | |
| − | | + | |
| − | :'''Bed Shape:''' The shape of the physical bed.
| + | |
| − | | + | |
| − | ==== '''''Firmware''''' ====
| + | |
| − | | + | |
| − | :'''G-Code Flavor''' Some firmware uses different g and m codes. Setting this ensures that the output gcode will use the correct commands.
| + | |
| − | | + | |
| − | :'''Use Relative E Distances''' Normally you will want to use absolute e distances. Only check this if you know your printer needs relative e distances.
| + | |
| − | | + | |
| − | :'''Use Arcs:''' Use firmware arcs rather than multiple segments for curves.
| + | |
| − | | + | |
| − | :'''Use G0:''' Use G0 for moves rather than G1.
| + | |
| − | | + | |
| − | ==== '''''Advanced''''' ====
| + | |
| − | | + | |
| − | :'''Use Firmware Retraction:''' Request the firmware to do retractions rather than specify the extruder movements directly.
| + | |
| − | | + | |
| − | :'''Vibration Limit:''' This is to help reduce vibrations during printing. If your printer has a resonance frequency that is causing trouble, you can set this to try and reduce printing at that frequency.
| + | |
| − | | + | |
| − | === Custom G-Code ===
| + | |
| − | | + | |
| − | :'''Start G-Code:''' This GCode will be inserted into the output right after the temperature setting. If you have the commands to set temperature in this section they will not be generated outside of this section. You can also include values from other settings such as [first_layer_temperature]
| + | |
| − | | + | |
| − | :'''End G-Code:''' This GCode will be inserted at the end of all automatic output. (the very end of the gcode commands.
| + | |
| − | | + | |
| − | :'''Layer Change G-Code:''' This gcode will be inserted right after the change in z height for the next layer.
| + | |
| − | | + | |
| − | :'''Tool Change G-Code:''' This gcode will be inserted after every tool change
| + | |
| − | | + | |
| − | === Extruder 1 ===
| + | |
| − | | + | |
| − | ==== '''''Size''''' ====
| + | |
| − | | + | |
| − | :'''Nozzle Diameter:''' This is the diameter of your extruder nozzle.
| + | |
| − | | + | |
| − | ==== '''''Position (for multi-extrude printers)''''' ====
| + | |
| − | | + | |
| − | :'''Extruder Offset:''' This is the offset of each extruder relative to the first extruder. Only useful for multiple extruder machines.
| + | |
| − | | + | |
| − | ==== '''''Retraction''''' ====
| + | |
| − | | + | |
| − | :'''Length:''' The amount that the filament will be reversed after each qualifying non-printing move.
| + | |
| − | :'''Change Tool:''' The amount the extruder head will be lifted after each retraction.
| + | |
| − | | + | |
| − | :'''Z Lift:''' The amount the extruder head will be lifted after each retraction.
| + | |
| − | | + | |
| − | :'''Speed:''' The speed that the filament will be retracted (and re-extruded).
| + | |
| − | | + | |
| − | :'''Extra Length On Restart:''' Additional amount of filament that will be extruded after a retraction.
| + | |
| − | | + | |
| − | :'''Minimum Travel After Retraction:''' The minimum distance of a non-printing move that will result in a retraction.
| + | |
| − | | + | |
| − | :'''Retract On Layer Change:''' If set, a retraction will occur prior to changing the layer height.
| + | |
| − | | + | |
| − | :'''Wipe Before Retract:''' This will cause the extruder to move while retracting to minimize blobs.
| + | |
| − | | + | |
| − | ==== '''''Retraction When Tool is Disabled (for multi-extruders)''''' ====
| + | |
| − | | + | |
| − | :'''Length:''' The amount the filament will be retracted when changing to a different extruder.
| + | |
| − | | + | |
| − | :'''Extra Length On Restart:''' Additional amount of filament that will be extruded after a retraction.
| + | |
| − | | + | |
| − | [[Category:Slice Settings]]
| + | |
Welcome to the Slice Settings main page! Below you will find links to the categories, sub-categories, and sections of settings for
, as well as information about the menus and options available.
Starting in version 1.6, settings are automatically synced between instances of MatterControl which are signed in to the same MatterHackers.com account. Updating a setting in one instance will automatically change the setting in all other instances.
When a preset is enabled, the affected settings are highlighted in the color associated with the type of preset. See the
section below for more information.
Whenever a setting is manually changed from the profile default, a blue highlight appears over the setting and an 'X' icon appears to the right. Clicking the X will restore the default value.
These menus allow the user to save one or more settings as a preset list under one name instead of changing every setting for a particular material or desired quality individually.
Both menus essentially do the same thing; the difference is that the QUALITY menu is meant to hold presets of settings unique to different desired qualities and the MATERIAL menu is meant to hold presets of settings unique to different filaments. If a selected preset in both menus each contain the same setting, the setting specified in the MATERIAL preset menu trumps the one in the QUALITY menu.
Many printer profiles come pre-configured with presets for common filaments and quality settings. The availability of these presets varies widely depending on the printer manufacturers and MatterHackers' internal test and support department.
When checked, an explanation for each function will be revealed underneath its name.
This menu allows the user to choose between three levels of settings complexity:
, Import, Export, Restore Settings, and Reset to defaults.